射线检测程序
本内容为您提供了一个射线检测程序示例。这是一个通用的RT程序示例,您需要修改它以满足您的项目规范。
1.范围:
1.1-本程序描述了根据规范要求或部件设计和制造依据的金属焊接和铸造相关批准焊接图进行射线照相检查(RT)的一般要求。
1.2-本射线检测程序提供了材料、设备、校准、人员资格、检查过程、评估、记录和验收标准XXX将于YYY制造的项目。
2.表面状况
根据T.222.2,应通过任何适当的工艺去除内侧(如可接近)和外侧的焊缝波纹或焊缝表面不规则,以确保因任何表面不规则产生的射线检测图像不会掩盖或与任何不连续图像混淆。所有对接焊接接头的完工表面应与基材齐平,或具有合理均匀的凸度,钢筋不得超过参考规范章节中规定的钢筋。
3.辐射源
3.1-X射线:
射线照相测试技术应证明已获得所需的射线照相灵敏度。最大x射线电压为300 KV。
3.2-伽马辐射:
可使用放射性同位素的建议最小厚度如下:
表-3.2
| 布料 | 铱192 | 钴60 |
|---|---|---|
| 钢 | 0.75英寸 | 1.50英寸 |
| 铜或高镍铜 | 0.65英寸 | 1.30英寸 |
| 铝 | 2.50英寸 | -- |
因此,使用放射性同位素的最大厚度主要取决于暴露时间;上限未显示。经买方批准,当使用射线照相技术证明已获得所需的射线照相检测灵敏度时,可降低最小推荐厚度限制。
4.射线底片
根据SE 1815(ASTM)工业射线照相胶片系统标准试验方法,可使用任何商用工业射线照相胶片。射线照相胶片应为细粒度高清晰度高对比度胶片(柯达AA 400型、富士100型或AGFA D7型)。
5.屏风
可使用任何商用增感屏(荧光型增感屏除外)。x射线或伽马射线法用增感屏分为两类:1-前屏幕2-后屏幕。通常使用27微米厚的铅屏。(前屏幕)
6.透度计(I.Q.I)
透度计应为整型或线型,并应根据SE 142或SE 1025(整型)和SE-747(线型)以及附录中允许的要求或替代品进行制造和标识。ASME V 2007版和ASME第八卷第一册2007版。
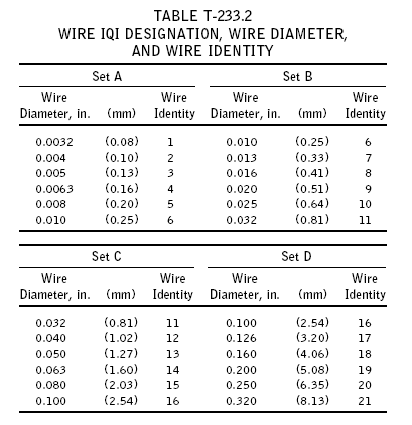
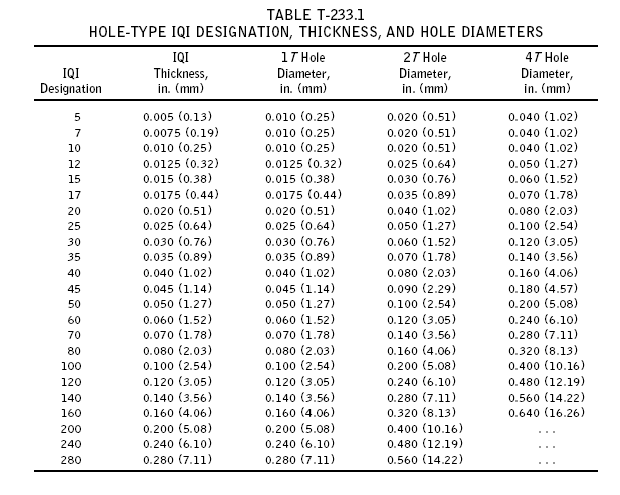
透度计应包括表233.1中的孔型透度计和表233.2中的线型透度计。(焊缝应使用线式像质计。)
7.透度计(I.Q.I)的选择
7.1.布料. IQI应从inSE-1025或SE-747(如适用)确定的相同合金材料组或等级中选择,或从辐射吸收小于射线照相材料的合金材料组或等级中选择。
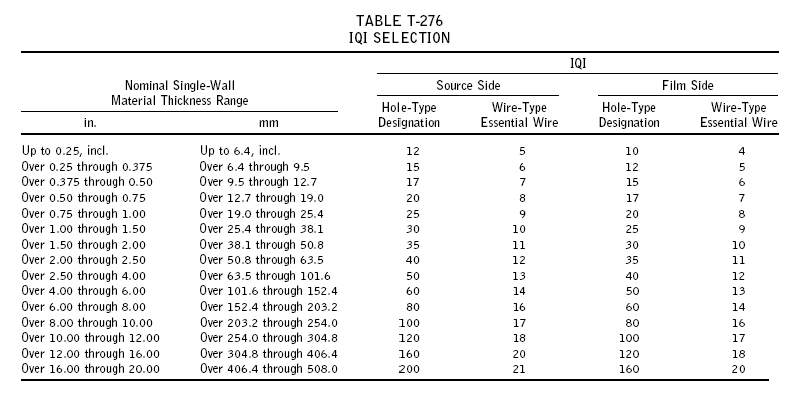
7.2大小. 表T-276中列出的指定孔像质计或基本线,前提是保持等效像质计灵敏度。见T-283.2。应符合表T-276的规定。可以用更薄或更厚的孔型像质计代替任何截面厚度
(a) 与钢筋焊接。IQI所依据的厚度是标称单壁厚度加上不超过参考规范章节允许的最大值的估计焊缝补强。垫环在IQI选择中,不应将或条带视为厚度的一部分。不需要对焊缝补强进行实际测量。
(b) 无钢筋的焊缝。IQI所依据的厚度为标称单壁厚度。衬环或衬条不应视为IQI选择中焊缝厚度的一部分。
7.3连接不同材料的焊缝或使用不同填充金属的焊缝。当焊接金属属于具有不同于母材的辐射衰减的合金组或等级时,IQI材料的选择应基于焊接金属,并符合T-276.1。当一个像质计不能满足T-282.2的密度限制,且异常密度区域位于焊缝金属和母材的界面时,附加像质计的材料选择应基于母材,并符合T-276.1的要求
8.射线探伤透度计(I.Q.I)的放置
8.1-源侧透度计:
除第8.2章所述情况外,透度计应放置在被检查零件的源侧。
8.2-薄膜侧透度计:
敏感:
使用线式像质计所需的灵敏度应为2%。
灵敏度:(射线照片上可见的最细金属丝直径/像质计位置处的零件厚度)x 100
如果无法接近导致无法手动将透度计放置在源侧,则应将其放置在胶片侧,与被检查零件接触。应在渗透计附近或其上放置一个引导字母“F”。
9透度计数量(I.Q.I)
当使用一个或多个胶片夹进行曝光时,每张射线照片上应至少显示一个透度计成像仪。
如果使用一个以上的透度计满足T-282的要求,一个应代表最亮的感兴趣区域,另一个应代表最暗的感兴趣区域。
射线照片上的中间密度应视为具有可接受的密度。
I.Q.I的数量应符合ASME第V.T.277.2节的要求。
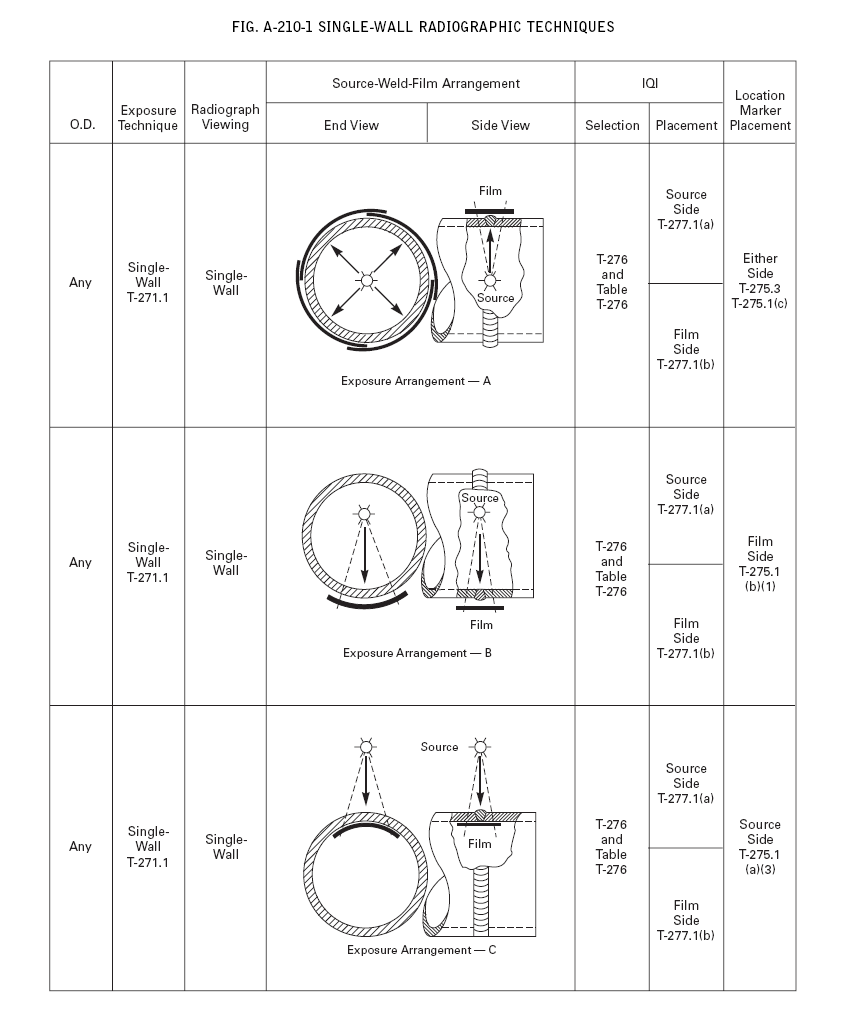
10射线检测技术
只要可行,应使用单壁曝光技术进行射线照相。当使用单壁射线检测技术不可行时,应使用双壁技术。应进行足够数量的曝光,以证明已获得所需的覆盖范围。
10.1单壁技术. 在单壁射线照相检测技术中,辐射仅通过焊缝(材料)的一面壁,在射线照片上查看焊缝是否合格。
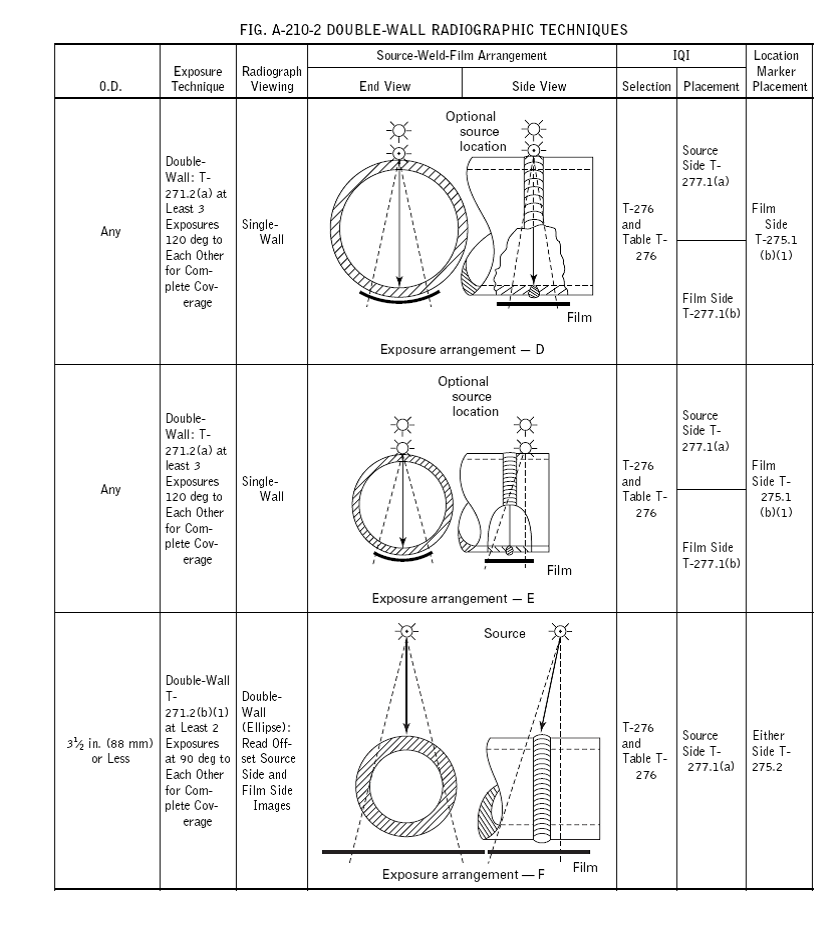
10.2双壁技术. 当使用单壁技术不可行时,应使用以下双壁技术之一。
(a) 单壁观察。对于材料和部件中的焊缝,可以使用一种技术,其中辐射穿过两个壁,并且只有胶片侧壁上的焊缝(材料)才能在射线照片上进行验收。当需要对环焊缝(材料)进行完全覆盖时,应至少进行三次相互成120度的暴露。
(b) 双壁观看。用于31⁄2英寸部件中的材料和焊缝。(89 mm)或更小的标称外径,可使用一种技术,其中辐射穿过两壁,并在同一射线照片上查看两壁中的焊缝(材料)以供验收。对于双壁查看,仅应使用源侧像质计。应注意确保不超过所需的几何不锐度。如果无法满足几何不锐度要求,则应使用单壁观察。
(1) 对于焊缝,辐射束可以从焊缝平面偏移一定角度,该角度足以分离焊缝的源侧和胶片侧部分的图像,以便不存在待解释区域的重叠。当需要完全覆盖时,每个接缝应至少进行两次相互成90度的曝光。
(2) 另一种选择是,可以通过无线电波对焊缝进行记录,并将辐射光束定位,以便两个壁的图像重叠。当需要完全覆盖时,每个接缝应至少在60度或120度的条件下进行三次曝光。
11源到对象和对象到胶片的距离(SOD和OFD)
根据几何不锐度公式(Ug=f*OFD/FOD),为了最小化Ug值,OFD值应最小化,因此物体到胶片的距离应最小。
应根据射线照相技术、物体形状和光源强度设置源到物体距离(SOD)。
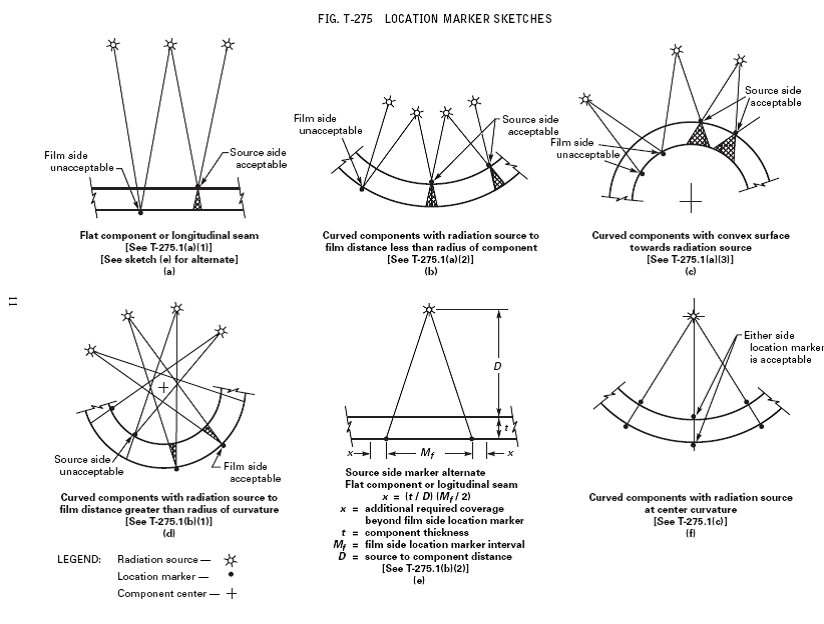
12射线检测识别系统
应使用该方法对可追溯至合同、部件、焊缝或焊缝或零件号的射线照片进行永久性标识(视情况而定)。该识别标记不得遮挡感兴趣区域。
13射线探伤验收标准
参考ASME第八卷第一册
a) 对接焊接接头表面应充分无粗糙波纹、凹槽、重叠和突然隆起和凹陷,以便正确解释射线照相和所需的无损检测。
如果在解释射线照相胶片时对焊缝的表面状况有疑问,应将胶片与实际焊缝表面进行比较,以确定可接受性。
b) 在以下条件下,焊缝射线照片上显示的缺陷是不可接受的:
1) 以裂纹或未完全熔合或穿透区域为特征的任何迹象。
2) 射线照相时的任何其他伸长显示,其长度大于:
(a) 1/4英寸。(6mm)适用于3/4英寸以下的t型钢。(19毫米)
(b) 从3/4英寸到1/3 t。(19毫米)至2 1/4英寸。(57毫米)
(c) 3/4 t(19毫米)用于2 1/4英寸以上的t。(57毫米)
式中:t=焊缝厚度,不包括任何允许的钢筋。
3) 在12t长度内,总长度大于t的任何一组对齐显示,除非连续缺陷之间的距离超过6L,其中L是该组中最长缺陷的长度。
4) 四舍五入显示超过ASME第2节中验收标准的规定。八、 第一册附录4图4-2至4-8
注:现场RT应按照ASME第2节进行。八、 第1分部UW-52;但是,验收标准应符合UW-51(as规范)。
14缺陷去除
在对射线照片进行评估和解释后,修复区域应位于焊缝上。应通过适当的方法(如允许)去除缺陷,如研磨、削片或刨削。修复区域的焊接应符合相关WPS、PQR的要求。
15射线检测的认证和人员资格。
按照本程序进行射线照相检查的人员应具备资格,并经XXX认证,还应满足ASNT-SNT-TC-1A-2001版至少II级的要求,以及ASNT-SNT-TC-IA规范第I节和第VII节第2部分的要求。电影口译员至少应具备二级资质。
相关文章:
磁粉探伤,beplay体育官网电脑染色渗透检验beplay体育官网电脑,超声波检测,供应商检查服务beplay体育官网电脑,第三方检查服务,beplay体育官网电脑工业质量控制beplay7.com
从射线探伤返回工业检验beplay是合法的吗是做什么的beplay体育官网电脑
你觉得这篇文章有用吗?点击下面的Like和G+1按钮!
|
|
|
刚出现的评论
对你刚读到的内容发表意见!在下面的框中给我留言。