压力容器RT试验
压力容器RT测试文章为您提供压力容器制造过程中的射线照相测试信息以及压力容器检验中的相关项目。beplay体育官网电脑
你知道你的压力容器RT测试要求是什么吗?您的船舶必须进行全面射线照相吗?什么时候必须进行全面射线照相?验收标准是什么?RT符号是什么?
因此,如果您需要这些信息,本文将回答所有这些问题。
我们建议您结合ASME压力容器接头效率文章
在进行RT测试之前,我们需要了解关节类别。这些类别基于ASME规范第八节:
这个ASME培训课程是5天视频培训课程和在线可用,成功通过考试的学生,可获得I4I学院具有40小时培训学分的证书。
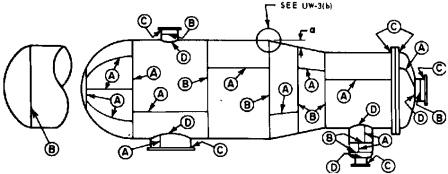
A类:
- 壳体和喷嘴中的所有纵向焊缝。
- 封头、半球形封头至壳体的所有焊缝
B类:
- 壳体和喷嘴中的所有环焊缝
- 头部至壳体接头(半球形接头除外)
C类和D类分别为法兰焊缝和喷嘴连接焊缝
纵向焊缝(A类)更为关键,因为其承受的应力是Circ的两倍。焊接(B类)这是ASME规范不同部分的原因,与B类接头相比,我们对A类接头有严格的规定。
压力容器RT试验-何时需要进行全面射线照相试验?
当下列情况之一发生时条件如果存在,则需要进行完整的射线照相:
- 容器中所有用于盛装致命物质的对接焊缝
- 容器中标称厚度超过规定值的所有对接焊缝
- 设计压力>50 psi的非燃烧蒸汽锅炉中的所有对接焊缝
- 选择“全射线照相”时,容器中的所有A类和D类对接焊缝
如您所见,项目编号1、2和3对于完整的RT测试来说确实是强制性的;
但压力容器制造商可在第4项中选择是否进行全面射线照相
压力容器RT试验-为什么压力容器制造商希望在第4项中花费更多的钱进行全面射线照相?
由于全射线照相条件下的接头效率为1,压力容器壁厚公式中接头效率越高,导致壁厚越小。制造商使用较低厚度的板材可以节省大量资金。
但该规范在第4项中给了制造商一些额外的好处,因为它并没有强制要求对所有对接焊缝进行全面射线照相。制造商可以在B和C接头中进行点射线照相,其接头效率与第1项相同。
第2项描述了厚度限制。ASME第九节将任何压力容器材料指定为特定的P.编号,因此ASME规范第八节第一册C小节中有几个表确定了该限制。
例如,SA 516材料为P编号1,如果其厚度大于1.25英寸,则需要进行全面射线照相。同时,SA 204材料为P编号3,如果厚度大于0.75英寸,则需要进行全面射线照相。
压力容器RT试验-全射线照相或现场射线照相的验收标准是否更严格?
全射线照相中焊接缺陷的验收标准是严格的。ASME规范第八节第1册UW-51和UW-52中规定了这些标准
这意味着,如果根据UW-51中的完整射线照相标准进行解释,则存在缺陷,可能会被拒绝,但如果根据UW-52中的spot射线照相标准进行解释,则可能会被接受。
压力容器RT试验-重要的现场射线照相要求是什么?
- 每增加50英尺,应在每个容器上检查一个点
- 对于每一个待检查的焊缝增量,应拍摄足够数量的点焊射线照片,以检查每个焊工或焊接操作员的焊接
- 每次点检应在待检焊缝增量完成后尽快进行
- 待检查的焊接增量完成后,检验员应选择焊点位置
压力容器RT试验-射线照相人员资格:
射线照相人员需要由压力容器制造商根据其书面实践进行认证。
持有ASNT射线照相证书是不够的
事实上,SNT-TC-1A可作为制造商制定其人员资格认证书面实践的指南。
射线照相检查程序和方法
ASME规范第八节第1册要求所有试验均应根据ASME规范第五节第2条进行。
相关文章
压力容器定义,ASME规范第8节,压力容器封头,压力容器手册,球形压力容器,压力容器板材,ASME压力容器接头效率,ASME冲击试验要求,压力容器尺寸检查,beplay体育官网电脑容器压力试验,压力容器第三方检验beplay体育官网电脑,beplay体育官网电脑压力容器检验和试验计划
你觉得这篇文章有用吗?点击下面的Like和G+1按钮!
|
|
|
刚出现的评论
对你刚读到的内容发表意见!在下面的框中给我留言。