管系车间制造规范
此内容为你提供了一个示例管道车间制造规范使用和应用于工业厂房建设项目。
1。一般
1.1。范围
1.1.1。本规范涵盖了最低要求的准备的详细施工图和制造、检验和测试工厂预制的管道所需的工厂。beplay体育官网电脑所有工作应当按照适用的标准完成所列在此,除非另有说明。良好工程实践应当遵循在没有指定标准或规范业主事先批准。所有必需的设备,设备,工具,材料和劳动对于任何建筑工程,测试和检验应由施工承包商提供。beplay体育官网电脑
1.1.2。夹套管道、油管系统孔运行;排或涂层金属和制造方法以外的其他线程,焊接和翻边不本规范的范围内。
1.1.3。制造管道受到ASME锅炉和压力容器规范的要求,部分我动力锅炉不是覆盖在这个规范。
1.1.4。SI单位应当被应用除了公称尺寸的管道和喷嘴应当在磅英寸和法兰等级。“BEDD”也应考虑。
1.2。法规和标准-管道车间制造规范
工艺管道ASME B31.3
统一的英制螺纹ASME B1.1
管道螺纹,通用(英寸)ASME B1.20.1
管道法兰和法兰连接件NPS 1/2“通过NPS 24”ASME B16.5
工厂预制锻钢对接焊配件ASME B16.9
锻钢配件、承插焊、ASME B16.11前行
对接焊ASME B16.25结束
广场和六角螺帽ASME B18.2.2(英寸系列)
焊接和无缝锻钢管ASME B36.10
不锈钢管ASME B36.19
不锈钢对接焊配件MSS-SP-43
其他适用的标准是指管道材料规范。
1.3。相关的工程和建筑规范-管道车间制造规范
以下相关的工程和建筑规范应用该规范的补充。
答:管道材料
制作、安装管道
c .管道的建设工作
d .管道系统的压力测试
e .清洗管道
f .管道的焊接工艺
g .焊工资格考试
h .beplay体育官网电脑检验和测试管道建设
我。管道挂&支持
j .标志和颜色编码
2。责任-管道车间制造规范
2.1。装配车间工程负责质量控制(焊接和检验),库存控制(管道和仪器散装材料),生产进度和质量保证计划代表制作者。beplay7.combeplay体育官网电脑
2.2。装配车间主管负责所有生产活动代表的制作者。
3所示。图纸(商店线轴图纸)——管道车间制造规范
3.1。商店制作者(装配车间工程)准备必要的细节商店线轴图纸制造的管道图纸现场下车间工程师的方向发展。商店线轴图纸必须显示详细的现场焊接,轴数,材料,尺寸,制造细节和适用的代码和程序。
商店线轴图纸必须确定所有设备、线或卷线轴的连接。所示的安排或等角图必须作为参考。
3.2。所有管道图纸所示准尺寸和正常的装配和操作位置。特别要求时,热膨胀起拱会显示在图纸要求和冷。冷泉(CS)和弹簧(PS)表示在之前的线轴添加或扣除。这个数量是添加或扣除维度和管道应当制作的维度。
3.3。管细节部分依法应当制作一块标志显示在图纸,除非另有要求处理和/或运输。变化从一块马克安排图纸上显示应要求顾问的批准。
3.4。准备的等距图纸商店制作者不是必需的。
3.5。管道图纸显示领域运行管道的极限,任何领域的位置之间的焊接需要卷轴碎片。这家商店制作者并不是供应或制造,现场运行的一部分。
3.6。卷筒等距线的数量将由数量其次是后缀字母A, B, C,等等。
3.7。除了环连接法兰,维管的中心线和法兰接触的脸。
这包括接触的男性和女性的企口缝法兰。
环连接法兰尺寸的管的中心线和极端的法兰和槽的接触表面。
3.8。商店制作者(装配车间工程)验证所有spool图纸和材料清单准确性和符合项目规范。
1)轴的材料的数量正确
2)每个项目材料正确规范的描述
3)管切割长度
4)商店线轴上的所有焊缝编号识别图纸及其有关的文档
4所示。车间制造-管道车间制造规范的程度
4.1。大小
两英寸公称直径和大工厂预制的,除了直接运行现场运行。管道公称直径不到两英寸现场运行的原则。
4.2。分支机构
工厂预制的线轴要包括适当的配件或存根领域的分支连接。分支机构超过1½”扩展到第一个法兰或现场焊接点商店线轴上所注明的图纸或要求合理的块大小。
钢筋垫需要在分支连接,现场焊接必须编造的商店的制作者和钉焊接“存根”线轴的装运。通风/故事孔钻在每个钢筋垫或补强圈部分。
4.3。附件-管道车间制造规范
附件,如支持、括号、凸耳和T酒吧现场安装。哪里管白衬衫需要前或焊后热处理等附件应垫或存根的既可以焊接;垫或存根应安装的制作者和接收适当的热处理。
4.4。假腿,管系车间制造规范
假腿是安装在商店。
4.5。现场运行
场运行管道图纸上指定的制作者。睡眠通常管架的管道,管道和等应直接安装在现场。
5。材料-管道车间制造规范
5.1。所有材料应按照管道材料规范。管路图和线指定表将确定适用的特定的分类。
5.2。描述一个完整的物料采购清单应要求由顾问。这个清单是项目的完整描述,并将补充管道材料规格的简短描述。
5.3。所有材料应新管道材质和颜色编码根据标记之前发行的材料。
5.4。肘部应长半径(中心线半径= 1.5倍公称直径)。
6。制造-管道车间制造规范
6.1。代码
制造应当按照美国国家标准,ASME B31.3化工厂和炼油厂管道。
任何异常将指出在管道材料规格的管道图纸。
其他需求指的是帕拉。4 &对位。3.9
6.2。焊接-管道车间制造规范
6.2.1。焊接过程和焊接/焊接操作符应按照焊接工艺合格的管道和焊工资格测试。
6.2.2。焊缝的设计,焊接坡口和强化,应当按照ASME B31.3。
6.2.3。焊接前,焊接坡口和相邻的贱金属清洗内部和外部的规模、锈蚀、氧化物、油漆,油,或其他材料可能影响焊接。
6.2.4。管道组件连接的两端焊接应一致准确可行的公差内直径,壁厚,等等的偏差超过1.6毫米,管内部扩展的ID应修剪与斜面的角度不超过30度。
然而,这种削减不得导致管道组件壁厚小于设计厚度+腐蚀裕量。
6.2.5。校准应保存在焊接的点焊,间隔的要求,但至少有一个在每个象限定位焊。
点焊应相同的质量和材料完整的焊缝,应与焊接珠彻底融合。否则他们将被删除在焊接操作。
6.2.6。支持环或带的使用是不允许在周长或纵向接头的焊接。
6.2.7。所有焊接缺陷的验收标准。、不完全渗透,缺乏融合内部孔隙度、包容、削弱,粗糙度,凹度,强化,突出&等应按照表K341.3.2 ASME B31.3(最新版)。
6.2.8。在可行的情况下,对大直径线焊缝金属应存入两边(双焊接)。
6.2.9。存放每个焊层之前,前面的焊缝应彻底清洗去除所有的氧化,规模,渣,通量或缺陷。研磨或凿可能需要纠正的缺陷。不得使用锤击焊缝金属的蛀牙。
6.2.10。纵向接缝应位于清晰可行的空缺和附件,并交错至少5 t或50 mm无论在毗邻的课程。在必要时添加外部结构附件在纵缝焊管,省略连接焊缝交叉缝焊和切口附件。
6.2.11。制作者应斜,或者准备联合结束,现场焊接。
6.2.12。合金焊接电极(焊丝)应当相同的近似分析管道材料的焊接。
6.3。分支连接
6.3.1。支管连接的类型应当指定特定管道类的管道材料规格。
再。喷嘴关节可能是“组”或“设置”类型,应准备提供全熔透焊缝或质量等于环缝焊接在同一管道系统。
严重的循环条件和往复式压缩机喷嘴接头应设置每款306型。ASME B31.3 5.2。
6.3.3。制作者应检查所有焊接喷嘴按照ASME B31.3并提供加固在必要时。
6.4。加强垫-管道车间制造规范
加强垫不得除非指定安装在轴图纸。垫材料应与管道材料除非另有批准顾问。图纸将指定大小和垫厚度。最好有垫的形状相似,但垫大小可能会改变,提供等效的横截面积和代码维护需求得到满足。每个垫或每一块,如果垫是由多个块,应提供3 - 5毫米通风孔(在一边而不是在胯部)垫。在拟合垫弯曲的管道应当没有差距大于3.0毫米。垫厚度显示在线轴图纸是名义上的。每个代码轧机允许公差。
6.5。斜方手肘-管道车间制造规范
斜角弯头使用只有在允许的管道规格和应当根据ASME B31.3 para.306.3原则。
6.6。弯曲-管道车间制造规范
6.6.1。只有无缝钢管弯曲应使用。
6.6.2。弯曲半径应指定管道图纸。
6.6.3。热弯管是不允许的。
6.6.4。冷弯曲应当限于NPS1和小C。年代& low alloy steel and NPS ¾ and smaller for stainless steel.
6.6.5。制作者可以替代管的下更重的重量,如果有必要,产生令人满意的弯曲。
6.6.6。扣弯曲应当充分自由,没有扣比管外径的1%。
6.6.7。外的最大和最小直径之差在任意截面沿轴的弯头不得超过8%和3%的正常的外径为内部和外部压力,分别。
6.6.8。修剪弯曲时接近现场焊接的切点,开放的目的应当仔细架势,准备焊接。
6.7。线程-管道车间制造规范
线程应在质量和工艺符合美国国家标准管道螺纹,ASME B1.20.1最新一期。线程应做弯曲或热处理后如果可能的话。线程是洁净和全切,同心与外部管道和防止损害的任何后续加工操作。线程将弯曲或热处理前嗨临时有机硅涂料的保护。
必须检查所有螺纹连接的表或者追逐焊后热处理。开口要钻热井和其他插入通过连接和不受阻碍。
6.8。尺寸公差的细节-管道车间制造规范完成
这些公差适用于嵌入式项目和为其他线路连接。这些公差可以超过喷口等物品,下水道、虚拟支持,温度和压力连接,偏差不会影响另一个线轴。
下面提到的公差不累积。
6.8.1。直线长度或抵消弯曲与凸面或搭接法兰。
面对面的法兰或圈。±3.2毫米
6.8.2。直线长度或抵消弯曲与环连接面或企口缝法兰。
面对面的法兰±2.4毫米
6.8.3。直线长度或抵消弯曲与斜切的目的
端到端±4.8毫米
6.8.4。与凸面法兰分支或搭接法兰
头面对中心法兰或腿上±3.2毫米
最大横向偏移量±1.6毫米
6.8.5。与环连接面或企口缝法兰凸缘分支
头中心面对的法兰±2.4毫米
最大横向偏移量±1.6毫米
6.8.6。斜端分支
斜头中心结束±3.2毫米
最大横向偏移量±1.6毫米
6.8.7。U弯曲和偏移量
中心到中心±3.2毫米
6.8.8。在拟合加强垫管的曲率最大允许差距应小于3.2毫米。
6.8.9。法兰面必须与管道。外径的公差测量垫片表面的水平和测厚计应在以下几点:
4“±0.8毫米
6“8”±1.6毫米
10”±2.4毫米
12”和±3.2毫米
6.8.10。法兰螺栓孔应面向如下,除非另有指示线轴图纸:
答:垂直法兰面螺栓孔对垂直中心线跨越。
b水平法兰面螺栓孔对北跨南中心线。
警告:制作者应确保该信息转移到施工图。
6.8.11。孔板法兰应安装水龙头在线轴图纸所示的精确定位。的部分管口法兰连接可能是标准的选矿管,但应选择选定块,圆的,光滑,无水泡和规模。内部管道的焊缝,应在商店里地面光滑。现场焊接将保持在最大距离的脸第一焊接的孔板法兰。孔板法兰钻孔和利用顶丝,没有其他条款已经蔓延法兰。
6.8.12。在法兰上滑倒,当指定管道材料规格应内外焊接。应当有距离的法兰的管端等于管道壁厚。
如果不系鞋带的法兰焊接,焊缝应在中心。
(见图328.5.2B ASME B31.3) (1)
6.9。许可方要求催化剂服务-管道车间制造规范
许可方要求催化剂服务(BCDX类)应视为附件# 2。
7所示。测试-管道车间制造规范
7.1。个体的一般水压试验工厂预制的线轴不是必需的,只有当指定的所有者。
7.2。在特殊情况下在商店里当一个测试是必要的,将管道图纸规定的要求。
7.3。测试压力和保持时间应当指定的指示表,并可以检查和测试管道建设和/或管道系统的压力测试。beplay体育官网电脑
7.4。所有有缺陷的焊缝应芯片或地面,re-welded满意的需求。
7.5。实地测试完成的管道系统。修理漏水的车间焊接的成本会回来向制作者。
7.6。任何可观数量的re-welding在检查和/或测试将需要重新核对细节加工尺寸公差。
7.7。材料要求焊后热处理应PWHT和硬度布氏硬度试验后必须低于指定的最大的材料表331.1.1 ASME B31.3。按照ASME B31.3 para.331.1.7。
8。审查和检查和清洗beplay体育官网电脑
8.1。考试-管道车间制造规范
8.1.1。制作者应检查所有焊缝/检验和测试的管道建设显示所需的考试的类型和程度不同的管道系统。beplay体育官网电脑
8.1.2。R1顾问和/或所有者的检查员可以指定进一步检查,他觉得有必要在任何类别。
8.1.3。这些考试的目的是为考官和检查员提供合理保证ASME B31.3和工程设计的要求。
8.1.4。检查可发现未能满足设计或代码要求施工承包商必须等维修是必要的,以满足需求的设计或代码。
如果检测到裂缝,完整的焊缝必须删除,重新准备,重新焊接。
8.1.5。所有费用在修理有缺陷的或拒绝工作,所有重要的热处理和额外的考试费用由施工承包商承担。
8.2。beplay体育官网电脑检查和记录-管道车间制造规范
8.2.1中。beplay体育官网电脑检查所定义的ASME B31.3将由顾问或顾问授权检查。这样的授权检查员可能拒绝任何材料,过程或工作,仅在他的意见,不符合适用法规的要求,规范、程序、图纸、采购订单或合同。
8.2.2。检查显示一个beplay体育官网电脑未能满足设计或代码要求制作者必须等维修是必要的,以满足需求的设计或代码。
8.2.3。所有费用在修理有缺陷的或拒绝工作,所有重要的热处理和额外的考试费用由制作者承担。
8.2.4。以下记录,完全识别特定物质或管道为代表的一部分,必须可供参考或由授权的检验员检验。在作业完成,他们必须整理,索引和约束,转发给顾问。
答:证书证明,所有适用的代码的质量控制要求和工程设计的实现。beplay7.com
b .高温计图表和热处理的记录。
c射线的电影。
d .磁粉和液体渗透检查的结果。
E图表或其他记录的液压、气动和布氏硬度测试。
f .其他补充的结果类型的检查,测试或分析指定。
g .焊接工艺条件和资格的测试结果。
h .焊工/焊接操作员资格测试结果。
即他人。(即。、检beplay体育官网电脑验报告、MTC(材料测试证书)等。)
8.3。清洁-管道车间制造规范
一般要求参考。
9。绘画-管道车间制造规范
年代跳幅管线轴,如果需要的主题绘画规范。
10。准备运输-管道车间制造规范
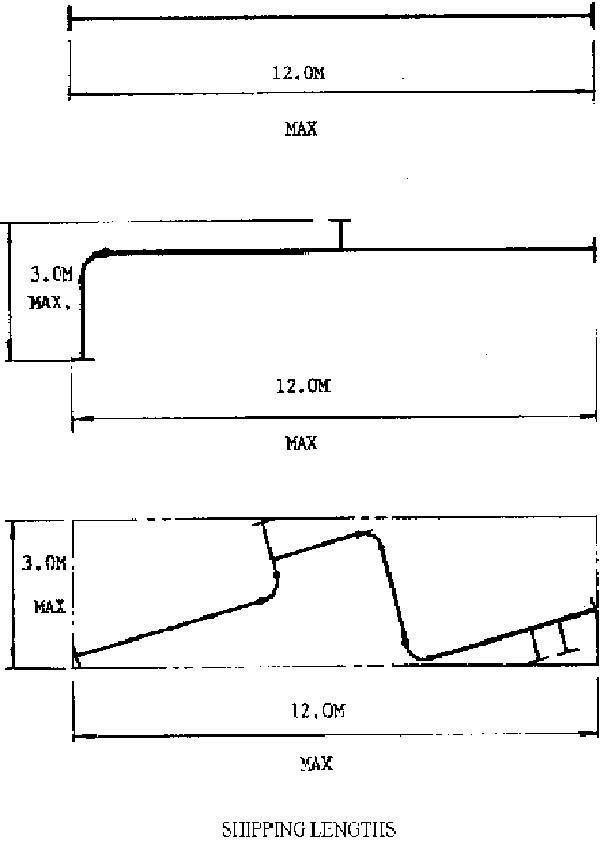
工厂预制的管道分段装进一个盒子12.0 x 3.0 x 12.0按照附件1;航运的长度。
当热处理不能包含在这种规模的炉管,制作者应当通知顾问的最大大小。
10.1。beplay体育官网电脑检查和记录
大家。从制造车间管线轴运输之前,准备和保护进行如下:
法兰盘接头:
法兰面涂防锈油脂类型,和求职面临用胶合板,纤维板,钢或等效安全地覆盖或螺栓法兰连接适当的至少四个螺栓孔。所有亚铁法兰面应涂有抗锈材料。
坡和普通结束:
提供大尺寸的塑料盖完全密封的开幕式和保护管(或顾问批准替代)结束。
线程的结束:
为女性提供塑料或金属插头线,塑料帽男性线程。
加工表面:
外套与防锈油脂类型和提供安全系木质或金属覆盖。
承插焊接结束:
提供一个塑料塞。
注意:环形接头法兰应槽连接法兰保护覆盖前挤满了油脂。
10.1.2。每个捏造的内管线轴应彻底清洗所有的焊接飞溅或冰柱,沙地、规模、或其他外国碎片。
10.1.3。小块盒装或者连接在一起,以避免在运输过程中损失。
10.1.4。加载和处理应完成合理的护理和细节做好,需要防止在运输途中损坏。
10.1.5。块标记应考虑每一卷。
10.1.6。卷将被他们的行号和线轴后缀,也应当画或印字符至少50毫米高。字符的大小应与管道的大小合适。画数字应位于和重复是必要的,以这样一种方式,任何轴可能会很容易发现没有或者取消它。
10.1.7。冲压件马克数字碳钢管与钢模具低压力邮票是允许的,如果轻和认真完成,以减少切口效应,以便标记不会导致裂缝或减少壁厚低于最低允许的。冲压的合金管、不锈钢是不允许没有顾问的批准。防水涂料或油漆保护一个清晰的防水漆应使用合金管和不锈钢。
10.1.8。焊工标识符号,应当标明每个焊缝毗邻。金属冲压的碳钢管/帕拉。10.6.2是允许的。在合金管道应按对位标记。10.6.2。
10.1.9。热号码转移到线轴和上轴图纸。
焊缝识别符号添加到管路图。
10.1.10。应无锌漆标记类型以防止锌污染。
11。交通-管道车间制造规范
11.1。所有运输的装配式管线轴与装箱单应包括一个完整的清单被运送的线轴。
11.2。装配式管线轴bead-equally阻塞,绑在装运期间或在位置和由衬垫进一步分离可能是必要的,以防损坏。
12。质量保证计划轴制造-管道车间制造规范
12.1。制作者应编制质量保证计划线轴制造按照项目规范和有关的代码。
该计划由顾问讨论并同意和/或业主之前的应用程序。
12.2。质量保证计划应包括追随者以及如何控制它。
12.2.1。预处理阶段
1)收到材料
2)识别和颜色编码
3)存储材料
4)焊接工艺评定
5)焊机和/或焊工资格
6)无损检测程序和资格
7)底漆的表面清洗应用
12.2.2。制造阶段
1)检查材料按管道类和材料标识
2)切割和边缘的准备
3)临时舞台和空间检查
4)预热和Inter-pass温度
5)焊接填充材料的验证
6)强化
7)无损检测过程
8)视觉和尺寸测量
9)热处理
10)修复程序有缺陷的关节
11)绘画和识别
12)代码冲压(必需)
12.2.3。beplay体育官网电脑检查和测试计划
1)制作者的核工程师应编制检验和测试计划,以确保所有活动轴制造圆满执行按照项目规范和合同。beplay体育官网电脑国际旅游业伙伴关系应提交业主批准。
2)最低要求为每个活动应当与检验和/或测试结果验证和确认由所有者。beplay体育官网电脑
3)所有活动进行检查和测试应当有制作者的核工beplay体育官网电脑程师,顾问和/或所有者的代表应当见证检查,规定为“点”按照项目规范和之间的相互协议制作者,顾问和所有者。
4)没有工作可以进行超出规定的操作作为“停止点”,直到顾问和/或业主见证了“停止点”操作,并表示他的花押批准和检查报告由制作者约会。beplay体育官网电脑
12.3。文档和材料跟踪-管道车间制造规范的能力
12.3.1。所有活动应当执行质量保证和控制验证了文档。
12.3.2。所有管道材料用于轴制造应识别和记录可追踪的。
12.3.3。不热。所有管道和材料测试证书(MTC)散装材料制造商应提供的记录和申请材料跟踪能力。
12.3.4。应用程序制作者的内部Q.A.程序和格式可以保证质量控制,过程和格式,但是,由顾问同意之前的应用程序。beplay7.com
13。信息来源——管道车间制造规范
下列文件将发给杜撰者:
13.1。管道材料规格管道,阀门,法兰,管件,分支连接,管道和其他具体材料要求服务。
规范包括个人管道材料分类。
分支增援部队按照除非另有说明在等距图纸。
13.2。管道图纸可能拼写等容线安排和/或线。
这些图纸显示路由控制维度、部件、附件、管道的分类和识别号码为每一行。
13.3。等距清单-管道车间制造规范
13.4。指定表显示线设计压力和温度。
13.5。补充表的壁厚壁厚和分支加固要求,管道规格表明个人计算是必需的。
13.6。标准和其他有关的图纸和规格说明典型和特定需求管轴制造。
13.7。材料清单的所有管道、管件和法兰制造所需线轴。
13.8。项目日历显示项目周数字和实际日期之间的关系。
管系车间制造规范附件1:
年代跳装配式管道运输长度
从管道返回车间制造工业检验规范beplay是合法的吗是做什么的beplay体育官网电脑
你觉得这篇文章有用吗?点击下面的喜欢和G + 1按钮!
|
|
|
新!评论
你说你刚读!离开我的评论在下面的盒子。