ASME规范第8节
ASME规范第8卷是压力容器及盖的设计、制造和制造车间压力容器检验和试验的施工规范。beplay体育官网电脑
本规范章节阐述了压力容器材料、设计、制造、检验、检验、测试、认证和泄压的强制性要求、具体禁止和非强制性指南。beplay体育官网电脑
在本文中,您将了解使用和应用此代码的不同小节和指南。
对于ASME规范第8节的范围和边界,审查压力容器定义文章

您可能知道ASME规范第8节有三个部分。第1部分涵盖3000 psi以下的压力,第2部分有一个替代规则,涵盖10000 psi以下的压力,第3部分可用于10000 psi以上的压力。
层次结构的标准
1.安装地点的法律法规
ASME压力容器规范的强制性应用取决于安装位置的规则和法规。
例如,如果您居住在明尼苏达州,则在您所在地强制执行ASME施工和冲压规范,但如果您居住在南卡罗来纳州,则不强制执行。
这个ASME培训课程5天视频培训课程在网上可获得并且成功通过考试的学生收到吗I4I学院具有40小时培训学分的证书。
2.ASME锅炉及压力容器规范
该层次结构中的下一项是ASME规范本身;ASME规范一般分为以下三类:
第1组:建筑规范
其中包括:压力容器第VIII节,动力锅炉第I节,核电站第III节和供暖锅炉第IV节
第2组:参考代码
这些是从第1组中解释的施工规范中引用的规范。
ASME第IX节焊接和第V节无损检测都属于这一类。
例如,ASME规范第VIII部分关于焊接要求,如WPS(焊接程序规范)、PQR(程序确认记录)、焊工性能确认等,请参阅ASME第IX部分。
第3组:在役代码
这些是设备投入使用后的运行检查代码。beplay体育官网电脑
美国机械工程师协会(ASME)加热锅炉第六章和第七章就是从这一组来的。
3.国家委员会检查代码(NBIC):beplay体育官网电脑
我们为NBIC指定了一个单独的条款,但根据该条款的要求,NBIC正在为ASME授权检查员进行认证,同时也在为冲压压力容器的维修服务认证R印章。
ASME规范第8节内容:
见下图;它显示了ASME规范第8节的内容:
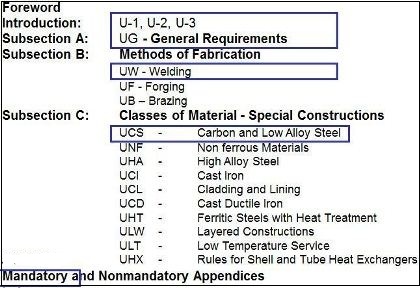
本节分为三个小节:强制性附录和非强制性附录。
分段A由UG部分组成,包括适用于所有压力容器的一般要求。
B小节涵盖了适用于制造压力容器的各种方法的具体要求。
它由分别处理焊接、锻造和钎焊方法的UW、UF和UB部分组成。
第C小节涵盖了适用于压力容器施工中使用的几种材料的具体要求。
它由零件UCS、UNF、UHA、UCI、UCL、UCD、UHT、ULW和ULT组成,分别处理碳素钢和低合金钢、有色金属、高合金钢、铸铁、复合材料和衬层材料、球墨铸铁、铁素体钢等经热处理、层状结构和低温材料提高性能的零件。
例如,如果需要使用SA 516 Gr.70材料(碳钢)制造压力容器,则需要满足上图中的标记项目。
请注意,ASME规范第8节不提供制造公差,偏差和焊接补强除外。
例如,对于喷嘴方向、投影、仰角和其他要求的公差,在规范中没有值,你可以参考压力容器手册获取这些信息。
回顾压力容器尺寸检验beplay体育官网电脑第条规定了此类公差。
如果您查看ASME Forward声明,它清楚地说:“本规范并没有涉及到施工活动的所有方面,那些没有具体提到的方面不应被认为是禁止的。”
继续说,“该准则不是手册,不能取代教育、经验和工程判断的使用。”
例如,UG-28中的ASME规范第8节第1分册要求在压力容器设计中考虑所有荷载,但尚未说明所有荷载的计算方法。
例如,ASME规范第8节中未提供风或地震公式,需要使用压力容器手册中提供的信息设计这些项目和其他类似荷载考虑。
对于ASME压力容器制造商认证以及授权检验机构认证,请审查beplay体育官网电脑压力容器认证文章
相关视频
ASME规范第8节中的要点总结是什么?
1.ASME规范第8节版本每3年发布一次,附录每年发布一次–均于7月1日发布。版本和补遗于明年1月1日生效(即发布后6个月)。
2.圆柱壳厚度t = PR/(SE-0.6P) + C
3.纵向焊缝更为关键,因为其承受的应力是Circ的两倍。焊接
4.“焊接接头类别”A、B、C、D–基于容器中的接头位置和遇到的应力水平。“焊缝类型”(类型1、2、3等)描述焊缝本身。
5.深度2:1埃利普。和hemisph。正面分别为D/4和D/2。(D =头直径。)
6.焊接接头类别:
A类:
-壳体和喷嘴中的所有纵向焊缝。
-封头、半球形封头至壳体的所有焊缝
B类:
-壳体和喷嘴中的所有环焊缝
-头部至壳体接头(半球形接头除外)
C类和D类分别为法兰焊缝和喷嘴连接焊缝。
7.焊接类型:
类型1:全熔透焊缝(通常为双面焊)
类型2:带背衬条的焊缝
类型3:单面焊接部分熔透焊缝
4、5、6型:各种搭接焊缝(很少使用)
8.对于全熔透焊缝(1型):
联合效率,E=100%、85%、70%
(对于射线照相术,分别为全、点、零)
9.铭牌上的射线照相标记(通常用于1型焊缝)
RT-1:(E=1)所有对接焊缝-全长射线照相
RT-2:(E=1.0)所有类别。A对接焊缝全长,B类,点焊
RT-3:(E=0.85)A类和B类焊缝的点射线照相
RT-4:(E=0.7)局部/无影像学检查
10对于E=1的焊接封头,封头内的所有焊缝都需要进行全长射线照相(因为它们都是A类焊缝)
11.对于无缝封头,E=1,如果a)封头到外壳焊缝的全射线照相(如果Cat。A),至少进行点照(如Cat。B)
12与圆柱壳相比,2:1椭球头的厚度与半球壳的厚度大致相同。水头约为一半,而Torisph水头高出77%。
13MAWP的计算条件为:工况(高温和腐蚀)。容器最大允许工作压力始终取在容器顶部,是所有调整静态压力的零件最大允许工作压力中最低的。
14.水压试验是对已完成的容器进行的标准压力试验。
路政署。试验压力=1.3 x最大允许工作压力x应力比
督察。压力(液压)=试验压力/1.3
最小测试温度= MDMT + 30°F
Max。beplay体育官网电脑检查温度= 120°F
15如果由于设计或工艺原因无法进行液压试验,则应进行气动试验。试验前,必须按照UW-50进行无损检测。
气动试验压力=1.1 x最大允许工作压力x应力比,应分步骤增加压力(共6个)。
第一步–50%的试验压力
第2至第6步–试验压力的10%
督察Pr.(气动)=试验压力/1.1
16.压力表量程应约为试验压力的两倍。但是,在任何情况下,它都不应低于试验压力的1.5倍,不应高于试验压力的4倍。
17容器MAWP代表容器的最大安全承压能力。容器最大允许工作压力在容器零件最大允许工作压力的最高点测量,是容器零件最小允许工作压力的最低点,并根据静水压头进行调整。
18对于立式容器,由比重为1的液体产生的静水压力,高度为0.43 psig。或1米高度=0.1巴
19垂直容器任意点的总压力由下式给出:
总压力=船舶最大允许工作压力+高x 0.433。
(h=距顶部的高度,单位为英尺)
20如果已知部件MAWP和高程,则可通过从部件MAWP中扣除静水压头来计算容器MAWP。
21.外:压力是根据几何因子A(取决于L/Do和Do/t比)和因子B(取决于A,)计算出来的。
容许外压,Pa=4B/(3(Do/t))
22对于材质图表中落在材质线左侧的A值:
Pa=2AE/(3(Do/t))
23铭牌显示代码标记、最大允许工作压力、设计温度、最大允许工作温度和射线照相范围。
24ASME材料(SA)应用于规范冲压容器制造,而非ASTM(A)材料。
25如果完工开口的尺寸为(UG 36),则不需要加固垫
所有容器厚度不超过2-3/8“
如果容器厚度≤3/8 ",不超过3-½"
26.OD = 2d和thk =容器thk总是安全的(d =成品开口直径)
27沿容器壁的钢筋极限=2d
28.钢筋极限正常容器壁=小于2.5吨或2.5万亿
29在补强垫计算中,壳体和喷嘴的可用面积可计入。
30.角焊缝喉部尺寸= 0.707 x焊缝支腿
31.应按照UW-16的要求检查焊接尺寸的适当性。喷嘴结构应是规范可接受的类型之一。
32最大允许椭圆度公差(D max–D min)不得超过容器标称直径的1%。如果存在开口,则如果在距离开口轴“d”的距离内进行测量,则公差可增加2%x d(d=开口直径)。
33与环焊缝(UW-35)相比,纵向焊缝的失配公差和最大允许焊缝补强更严格。
34.强化的原则:
移除面积=补偿面积。
补偿面积应在钢筋限制范围内。
35作为受压部件使用时,应充分识别铭牌。板材的最大允许公差为0.01”(0.3 mm)或订购厚度的6%,以较小者为准。
36.所有焊接(包括钉钉、密封等)应由合格的程序和焊工完成。
37ASME规范第8节中规定,厚度超过表UCS-57的所有焊接,以及设计压力大于50 psig的致命服务容器和未燃烧锅炉,都需要强制进行全面射线照相。
38如果厚度超过表UCS-56(表下注释中给出)中给出的厚度,则焊后热处理符合ASME规范第8节的要求。这些表格还分别给出了基于P-编号和厚度的最小焊后热处理温度和最小保温时间(均热期)。
39对于ASME规范第8节中的熔炉焊后热处理,加载温度不得超过800°F,加热速率不得超过400°F/hr/英寸厚度,冷却速率不得超过500°F/hr/英寸厚度。允许在800°F以下进行静止空气冷却。在均热期间,最热和最冷部件之间的温差不得超过150°F。
40.PWHT在多个热源中的最小重叠= 5英尺。
41.对于ASME规范第8节冲击试验要求,ucs66曲线。如果MDMT-thickness组合落在或以上的曲线,冲击试验豁免。根据UG-20(f)和UCS=68 (c)给予额外豁免。
相关文章
压力容器定义,压力容器认证,压力容器的头,压力容器手册,球形压力容器,压力容器板材,ASME压力容器接头效率,ASME冲击试验要求,压力容器RT试验,容器压力试验,压力容器第三方检验beplay体育官网电脑,beplay体育官网电脑压力容器检验和试验计划
你觉得这篇文章有用吗?点击下面的Like和G+1按钮!
|
|
|
刚出现的评论
说说你刚刚读到的东西吧!请在下面的方框中给我留言。